| Назначение | Обеспечение стабильности нависающих элементов модели |
| Типы поддержек | Съемные, растворимые, деревовидные |
| Материалы | Тот же материал, что и модель, или специальный растворимый |
- Плотность поддержки (Support Density)
- Расстояние от поддержки до модели (Z Distance)
- Тип структуры (линейная, сетчатая, концентрическая)
- Угол нависания (Overhang Angle)
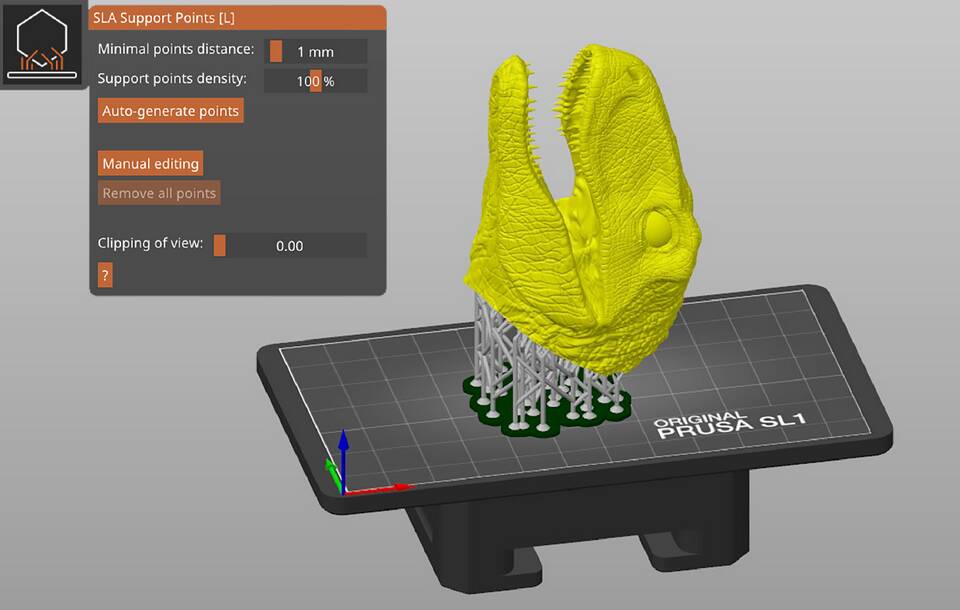
- Откройте модель в программе Slicer
- Перейдите в раздел настроек "Support"
- Активируйте опцию "Generate Support"
- Настройте параметры поддержки
- Выберите тип размещения (везде, только от платформы)
- Примените изменения и сгенерируйте G-код
| Плотность | 15-25% для большинства моделей |
| Зазор по Z | 0.2-0.3 мм для хорошего отделения |
| Угол нависания | 45-60 градусов |
| Ширина линии | 0.4-0.8 мм в зависимости от сопла |
- Ручное размещение поддержек (Custom Supports)
- Использование растворяемых материалов
- Создание поддержек только от платформы
- Применение бриджей для небольших пролетов
- Сложность удаления поддержки - уменьшить плотность
- Плохое качество поверхностей - настроить зазор
- Недостаточная поддержка - увеличить угол нависания
- Чрезмерное использование материала - оптимизировать размещение
| Конструктивные изменения модели | Добавление выступов для уменьшения нависаний |
| Использование разных материалов | PVA для растворимых поддержек |
| Печать с разными ориентациями | Оптимальное позиционирование модели |
- Используйте специальные инструменты для удаления поддержек
- Применяйте шлифовку для мест контакта с поддержкой
- Для сложных моделей удаляйте поддержку поэтапно
- Храните инструменты для удаления поддержек в легкодоступном месте
Правильная настройка поддержек в Slicer значительно улучшает качество 3D-печати сложных моделей и упрощает процесс постобработки. Экспериментируя с параметрами, можно найти оптимальный баланс между надежностью поддержки и удобством ее удаления.